日本粉末冶金工業会(会長:園田修三・福田金属箔粉工業社長)は、「2024年度(第46回)日本粉末冶金工業会賞」の受賞者を発表した。
この賞は、粉末冶金工業の振興、発展に顕著な業績を挙げた製品などを表彰し、粉末冶金業界の底辺拡大と一層の技術水準向上に役立てようとするもので、1979年度から実施されている。
表彰の種類は、業界功労賞、新製品賞(デザイン部門、材質部門、製法開発部門)、原料賞、設備開発賞に区分されており、2003年度から、新製品賞、原料賞、設備開発賞の中から最も優れた案件に「工業会大賞」を授与している。また、上記の賞以外に奨励賞が設定されている。
受賞製品の概要は次のとおり。
工業会大賞
「アキシャルモータの高性能化に貢献する両ツバ一体圧粉磁心の開発」住友電気工業
本製品は、空気清浄機に搭載されるアキシャルモータの磁心(コア)。
近年、電動化の普及に伴い各種電動機器において小型軽量化・高効率化に貢献できる高性能モータの需要が増加している。現在は、構成部品である磁心(コア)に電磁鋼板を用いたラジアルモータが一般的に用いられているが、その構造に起因して薄型化によって性能(トルク・効率)が低下する課題を抱えている。そのため、薄型・高トルクの両立が可能なアキシャルモータに脚光が当たっており、その普及が期待されている。アキシャルモータのコアは三次元磁気回路の形成が必要で、磁気等方性と高い形状自由度を有する圧粉磁心コアが好適である。
本開発では磁石との対抗面積を増やすためにティースの上下両側にツバが張り出した形状とし、両ツバ端面間の距離(両ツバ一体コアの全長)の高い寸法精度と、電磁鋼板性のコアに対し圧粉磁心性のコアのQC優位性を達成した。
両ツバ一体コア形状は、事前にティースの全周方向に両ツバが張り出したコアを検証用に作製し実際の性能評価を行い、従来手法のバックヨーク付きティースと比べてトルクを18%向上、効率を2.6%向上することを確認し、本製品の開発に取り組んだ。従来成形手法では抜き出し困難となる形状を、発想を転換して成形方向を変更することで両ツバとティースを一体造形する手法を着想して開発を推進したことによって目標を達成した。
両ツバ厚み寸法精度に対しては、今回開発した成形技術では、コアの全長寸法が粉末の充填量に依存せず、金型精度のみに依存する方向へ変更ができたことによって、従来比70%圧縮した精度規格を満たすことに成功した。
コストについても、従来製法では2部品の製造工程・金型が必要であったものが、開発技術では1部品となり集約することができ、製造原価を半減させ目標達成する
ことができた。
これらの開発によって、アキシャルモータ用の両ツバ一体圧粉磁心コアの量産を開始し、アキシャルモータの普及に貢献できた。
新製品賞・デザイン部門
「電動ソレノイドバルブの高機能化を実現した焼結ブッシュ」ダイヤメット
本製品は車載用ソレノイドバルブのプランジャシャフトを支えるブッシュ。
ソレノイドバルブは電気入力により出力部から軸方向力を発生させる部品で、近年の自動車では、従来の人力操作系から自動化が進んでおり、搭載数増加が期待できる部品である。
本製品はシャフトを支える軸受として用いられるため、シャフトの直進運動時の摺動性を良好に保つことが必要になる。加えて、通常の軸受とは異なりソレノイドとして機能するために磁気特性も必要となり、摺動性能と磁気特性を両立する必要がある。
材料選定においては、磁気特性が重要となるので鉄系材料を採用した。鉄系材料において摺動性を持たせるには黒鉛の添加が一般的だが、黒鉛が多くなると磁気特性の低下を引き起こす。
そこで、摺動性と磁気特性を両立できる最適割合を検討し、自社配合のFe-Cu-C系材料を選定した。
形状検討においては、コストと使用条件、組付け性などを考慮した最適形状を客先とデザインインで検討を重ねて決定した。異物混入防止の為の厳しい清浄度規格に対しても、摺動面を痛めることなくバリを除去できるバレル条件の検討や製造工程内の防護カバーなどの対策を実施し要求を満足できた。
これらの開発により複数の要求を達成することができ、従来の溶製材から焼結材への切替えに成功した。
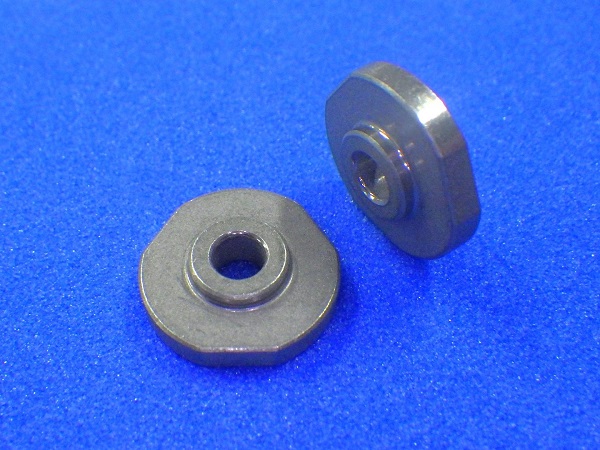
「成形体加工を有するベーンポンプ用サイドプレートの開発」ファインシンター
本製品は、トランスミッション用オイルポンプに使用されるベーンポンプのサイドプレート。
EV化の加速が進んでいる一方で、既存構造の自動車には従来よりも厳しいCO2排出量低減や静粛性が要求され、それらは各ユニットへの高性能化の要求となっている。このためトランスミッション用オイルポンプは、内接ギヤポンプやトロコイド式から、振動が小さく容積効率の高いベーンポンプ式が採用されている。
本製品は幅2mm、深さ9mmの止まり溝と、反対面に幅3.5mm、深さ5mmの止まり溝を有しており、それらが屈曲した貫通溝を形成する特殊な形状を有している。型出しでの溝形成が困難で、通常の機械加工ではバリとコストの課題があった。
そこで、バリの発生が抑制できるグリーン加工の課題解決に取り組んだ。
材料選定は、成形体強度を確保できる還元鉄粉を使用することとした。その上で要求を満足できるFe-Cu-C 系を選定した。
グリーン加工条件は、加工時の欠けを防ぐ切込量、割れを防ぐ製品把持条件、刃具の折損を防ぐ周速と切込量を詳細に調査し最適化を行った。
これらの開発により、複雑溝形状を有する本製品の生産を可能とした。グリーン加工の採用で、焼結体への機械加工と比較して、加工に必要なトルクが10%以下になり、設備の小型化、加工時間の短縮が可能となると共に、バリ除去工程も不要となり、約20%のコスト低減も達成できた。
新製品賞・製法開発部門
「高周波焼入製品の磁気探傷検査自動化」ダイヤメット
本技術は、高周波焼入れ製品のクラックを検出する磁気探傷検査を、ロボットおよびAIを用いて完全自動化したものである。
前処理(磁化・磁粉塗布)-観察(探傷)-判定-後処理(脱磁)からなる磁気探傷検査の全工程の自動化を行った。前処理ではクラックの方向(円周方向・放射方向)が変わっても検出可能となる複合磁化を採用し、効率の良い前処理とした。また、ロボット搬送とすることで磁粉の脱落も防止した。観察・判定工程では、数千のサンプルをAIに学習させ、作業者の感覚・判断に近い判定ができるようにした。また、磁粉液が必要以上に残留すると誤検出・過検出してしまうため、検査個所に適度な磁粉および磁粉液のみ残す工夫を加えて、誤検出0%、過検出約5%を達成した。
焼結部品での全工程の自動化は初めての事例でありながら、複数の客先から承認を得られており、本技術によって、作業者のスキル差の影響が軽減され判定差異がなくなり、検査精度の向上と安定化を実現できた。さらに、集中力低下や疲れなどの影響で発生するヒューマンエラー対策にもなり、作業環境改善および作業者負荷軽減にもつながった。

原料賞
「3Dプリンタ用高造形性ダイス鋼粉末」大同特殊鋼
本原料は、積層造形時のひずみを低減し、150mm角以上の大型造形品を可能にした高造形性ダイス鋼粉末。
金属3Dプリンタで造形したダイカストやプラスチックの射出成形金型の実用化が進んでいます。これらには主にマルエージング鋼粉末が使用されている。しかし、マルエージング鋼(粉末)は特定化学物質障害予防規則で規制されるCoを多く含有することや、安全保障貿易管理のリスト規制対象であることから、熱間ダイス鋼であるSKD61粉末を用いて金型を3D造形するというニーズが高まっていた。一方で、SKD61は造形したままの硬さが高く割れが生じやすいため、造形困難という課題がある。そこで造形時のひずみを低減し大型造形品への対応も可能とする高造形性ダイス鋼粉末を開発した。
成分設計としてSKD61をベースにC、Si、Vを低下し、Niを6%添加することでマルテンサイト変態開始温度(Ms点)をマルエージング鋼と同等の200℃付近に設定した。これにより造形時はMs点以上の過冷却オーステナイト状態が維持され硬さが低くなり、レーザーによる溶融凝固とその後の冷却で発生する熱応力は、過冷却オーステナイトの微小な変形により、ひずみを解放できる。また、造形完了後にベースプレートの予熱を止めることで造形物全体が徐々に冷却され、マルクエンチ的な焼入れによって、さらにひずみは低減される。以上のメカニズムで大型造形を可能にした。
さらに、造形後は焼戻しマルテンサイト組織となるため、焼入れ工程が不要となり、工程短縮や省エネ化にも貢献する。
「流動性を改善した高密度用鉄基混合粉末」神戸製鋼所
本原料は、潤滑剤量の低減による焼結部品の高密度化と原料粉末の流動性を兼ね備えた新しいコンセプトの鉄基混合粉末。
良好な圧縮性を持つ粉末は、成形、焼結後に高い密度が得られるため、焼結部品品質全般の向上に寄与する。原料混合粉に含まれる潤滑剤量の低減は、温間成型や金型潤滑成形などの付帯設備が不要で、比較的簡単に密度向上できる有効な方法である。そこで、潤滑剤の金型との潤滑性を向上させ、低添加量で成形可能な潤滑剤のニーズが高まっている。しかし、潤滑性の良い潤滑剤は粒子への付着力が高くなり、鉄粉と凝集して混合粉末の流動性を悪化させるため、潤滑性と流動性を両立させることは非常に困難だった。
今回、新たなアプローチとして、鉄粉表面に潤滑剤との付着性が低い物質を存在させることで、潤滑性と流動性の両立を達成した。本原料は、せん断付着応力を従来比30%低減しており、金型充填性および連続成形時の重量ばらつき評価において改善効果が見られる。その他の成形体特性や焼結体特性は、密度に応じた特性が得られており、比較的容易に高密度部品の製造を可能にする原料として、業界への普及が期待される。

奨励賞
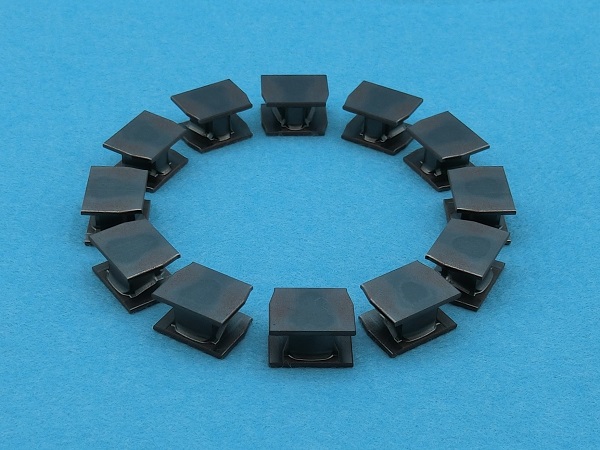
「ADAS用ECU冷却ファン軸受の開発」ポーライト
本製品は、ADAS(先進運転支援システム)を制御するECU の冷却ファンに用いられる軸受。
近年、「コネクテッド」「自動化」「電動化」に伴うADAS系ECUの搭載が増加している。それらは機械処理の高速化が必須で発熱が多く、冷却ファンの搭載が不可欠となっている。
本製品は、下向きに設置されるファンモータの軸受で、高温時のオイルの体積膨張と粘度低下によるオイル漏れ対策が必要だった。それらへの対策として、外径面取りを大きくすることでオイル保持空間を確保すること、内径面取りの角度を45°から30°に小さくすることで毛細管力を強くしオイル保持し易くする形状の工夫を行った。また、外径に溝を設け、モータ組み立て時およびモータ動作時に空気の逃げ道を確保した。含浸油には、-40~105℃という低温から高温までの幅広い温度での使用要求に対して、温度に対する粘度変化が少なく、かつ、長寿命となる蒸発量が少ない独自のオイルを選定することで耐久性も確保した。
これらの開発によってオイル漏れが改善され、信頼性が向上し、モータ姿勢が下向きでの使用を可能にした。その結果、ボールベアリングが主流であったADAS用ECU冷却ファンの軸受に採用された。

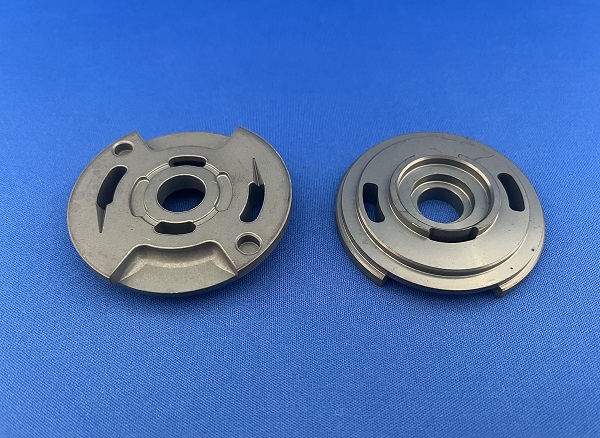
「プレス部品とのカシメ接合技術の開発によるアクチュエータ部品の焼結化」ファインシンター
本製品は、四輪駆動車用のトランスファーアクチュエータの構成部品。
トランスファーとは、四輪駆動車においてエンジンからの力を前輪と後輪に分ける装置であり、オンロードからオフロードに至る広範囲の路面状況で、高次元のトラクション性能と操縦安定性を支える重要な動力伝達部品。モータ出力を受けるプレートと、ラックへ出力するための焼結ギヤで構成される。
焼結ギヤには駆動力に耐えうる引張強さと耐摩耗性が必要となり、接合部には、回転方向は動力伝達に耐えうるトルク強度と、垂直方向へのギヤの抜け強度の要求仕様がある。組立品であるのでギヤの歯とプレートの組付位相決めも必要となる。
焼結ギヤ材料には、熱処理することなく焼結で要求強度と耐摩耗性が得られるNi、Moを含む合金系材料を選択し、引張強度700MPa以上が得られるように、成形密度、焼結時の加熱と冷却条件の最適化を行った。接合にはカシメを採用し、接合部の形状は花びら形状のボスとし、トルク強度を得る花びらの大きさと数の検討や、位相間違いを防止するスリット幅の設計、浮き・傾きを防止するギヤ端面の逃げ・ヌスミなどの形状の工夫を行った。
これらの開発により、異材質を組み合わせたアクチュエータを実現し、量産化に成功した。