木村洋行(https://premium.ipros.jp/kimurayoko/)では、キングスベリー社の日本販売代理店として、同社製の直接潤滑方式LEG油膜軸受を長年取り扱っている。同軸受は発電所などエネルギー関連設備で数多く採用されているが、エネルギー需給がひっ迫する中にあって、発電所で稼働する回転機械の効率を向上できる同軸受への注目も高まってきている。
ここでは、同軸受の提案・適用拡大を進める木村洋行に、キングスベリー社の直接潤滑方式のスラスト軸受「LEG(Leading Edge Groove)スラスト軸受」の特徴と適用のメリットを中心に話を聞いた。
LEGスラスト軸受の構成および機能
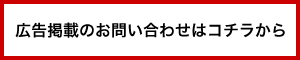
LEGスラスト軸受は、主にティルティングパッド(またはシュー)、ベースリング、オイルフィードチューブ、レベリングプレートから構成される(図1)。
パッドは、低炭素鋼表面に、スズを主成分とするホワイトメタル合金を鋳込んだものが標準材質となる。表面温度が160℃付近に達するとホワイトメタルが溶出し始め、軸受としての機能が損なわれるため、LEGスラスト軸受では運転時のパッド表面の最高温度が120℃以下となるよう、撹拌抵抗の低減や低温油膜の形成につながる様々な工夫がなされている。また、パッド本体に温度センサを取り付けてパッド表面温度を常時モニタリングし、閾値を超えた際にアラームを出す予兆保全システムが組まれることも少なくない。
LEGスラスト軸受は一方向回転での使用を前提に設計されているため、パッドそれぞれの前縁部に給油溝(LEG)を設けることで、給油溝から直接パッド表面を潤滑できる機能を有する。また、キングスベリーのパッド底面にはピボットと呼ばれる球面形状の支点を設けており、これにより各パッドが自動でティルティング(調心)し、均等に荷重を受けようとする。通常はパッド有効長の50%の位置にピボットが設けられている(センターピボット)が、LEGの場合は前述のとおり一方向回転を前提としているため、パッド有効長の60%の位置にピボット(オフセットピボット)が設けられている。これによって、スラストカラーとパッドの間に「くさび型の油膜」がより形成されやすくなる。
ベースリングは、パッドとレベリングプレートを適切な位置で保持し、ベースリング背面の環状の給油溝とパッド表面のLEG溝を接続するオイルフィードチューブによって、ベースリング側からパッド表面に潤滑油を直接給油する。
上下2 段のレベリングプレートは、ロータにミスアライメントがある場合でも軸方向に動作してパッドの軸方向位置を補正するため、後述するイコライジング機能をベアリングに持たせることができる。
こうした独自の構成要素と後述する機能によって、従来の油槽式と比較してLEGスラスト軸受は以下の特徴を有する。
・最も高温になりやすいパッドの75%/75%位置の表面温度が、荷重と回転スピードに応じて、油層式より8~28℃低下
・負荷能力が15~35%向上
・潤滑油量が最大60%低下するため、損失馬力も45%低減
LEGスラスト軸受適用のメリット
イコライジング機能
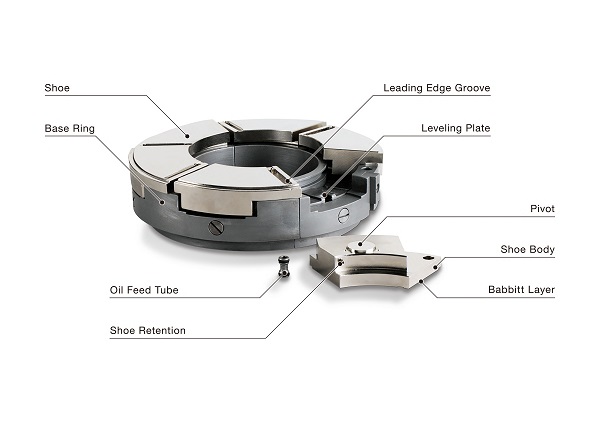
キングスベリー型スラスト軸受の最大の特徴は「イコライジング機能」を有することである。イコライジング機能とは、ミスアライメントが原因でスラスト軸受の各パッドに掛かる荷重に差異が生じた場合でも、上下2 段のレベリングプレートが動作することでパッドの軸方向位置を調整し、
各パッドに掛かる荷重を平均化して、パッドの片当りを防止する機能のことをいう(図2)。
実際の回転機械では、横軸ロータのたわみや、スラストカラーとハウジングとのミスアライメントをゼロにはできない。そのため、イコライジング機能を持たないミッチェル型スラスト軸受の場合はレベリングプレートがないため軸方向の厚さ寸法を抑えられるものの、理論上はスラスト軸受全体として許容可能な荷重でも、片当たりによって特定のパッドに荷重が集中すると、このスラスト軸受は過負荷によって損傷する可能性がある。
これに対してイコライジング式のキングスベリー型は、構成部品に上下2段のレベリングプレートを含むため軸方向の厚さ寸法は増すものの、レベリングプレートによるイコライジング機能の効果で特定のパッドに荷重が集中せず、すべてのパッドの負荷レベルを平均化できるメリットがある。このイコライジング機構とティルティングパッドの機能が相まって、0.13°までのミスアライメントが許容可能となっている。
ただし、イコライジング式であればスラスト軸受とロータのミスアライメントは許容できるが、非イコライジング式と同様にロータとスラストカラーの直角度が引き続き重要であることには留意が必要である。
イコライジング式のキングスベリー型と非イコライジング式のミッチェル型では、前述のようにそれぞれ違いがあるため、回転機メーカーの設計者は両方式のメリットとデメリットを理解した上での軸受選定が必要である。
LEG方式
油槽式軸受では、軸受箱内を潤滑油で満たすことで油膜を形成させているが、油膜部分以外にも油膜軸受の機能としては不要な部分にまで過剰な油量が必要とされ、また高速回転時の撹拌ロスが大きい(損失馬力が大きい)。さらなる高速化を図り損失馬力を低減した高効率な装置を作る必要性から、スラストカラーとパッドの間に必要量の潤滑油のみを給油する直接潤滑方式が、キングスベリー社のLEG方式、欧州で開発されたスプレー方式として、それぞれ開発された。
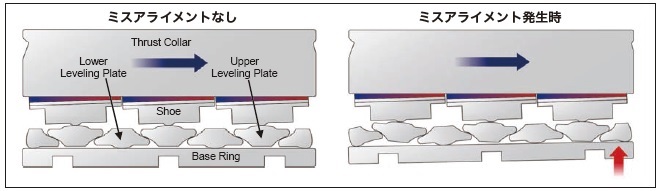
キングスベリーが開発したLEG軸受は、低温の潤滑油がパッド前縁側のLEG溝から直接給油され、回転とともにスラストカラーとパッドの間に均一に効率的に油膜が形成される(図3)。このため、油槽式に比べて給油量が少なくて済み、また、撹拌抵抗を小さくできるため損失馬力を大幅に低減できる。油槽式と異なりオイルシールリングも不要となり、ここでも撹拌抵抗を低減している。
軸受ハウジング下部に設けられた大きな直径の排油口からパッド後縁部の高温の残留油を積極的に排出するとともに、LEG溝からは冷却された低温の潤滑油が直接供給されるため、パッドの温度を低下させることができる。その結果、パッド温度が低くなる分だけ軸受の許容荷重を増やすことが可能となっている。
LEG方式では軸受ハウジングの外部にオリフィスを設けて油量を調整している一方、欧州で開発されたスプレー式は、オリフィスの機能を持ったスプレーノズルによってスラストカラーに対して潤滑油を吹き付け、パッドとの間に潤滑油膜を形成する方式をとる。給油量の削減やメカロスの低減については効果が見込めるが、スプレーノズルから低温の油が供給されても、パッド後縁部の高温の残留油によってパッドの表面温度が下がりにくくなる可能性がある。また、スプレー方式ではノズル穴がオリフィスの機能を持つためにノズルの穴径が小さく、潤滑油の管理レベル次第では油中の異物による目詰まりの発生が懸念される。これに対して、LEG方式ではオイルフィードチューブの径が大きいため目詰まりが発生することもない。
従来の油槽式の軸受をLEGスラスト軸受に交換することで、同じ軸受サイズのままでも給油量と損失馬力の低減、メタル温度の低下を実現でき、結果的に軸受負荷能力を飛躍的に向上できる。回転機械の効率化による省エネルギー性能の向上とランニングコスト低減など、回転機械の付加価値向上が図れる。こうした軸受の油槽式からLEG直接潤滑式へのアップグレードによって、既存の回転機械の性能向上を図ることも有効である。
ただしその際、油槽式の軸受ハウジングをそのまま使用すると排油口がハウジング上部に設けられているため、せっかくLEG式に軸受のアップグレードをしても必要な排油がなされず、油槽式のように潤滑油を軸受箱内で溜め込んだままとなり、直接潤滑式のメリットを活かせなくなる。従って、LEG直接潤滑式の性能を活かすためには、軸受ハウジングの小改造が必要となる。
高速性能
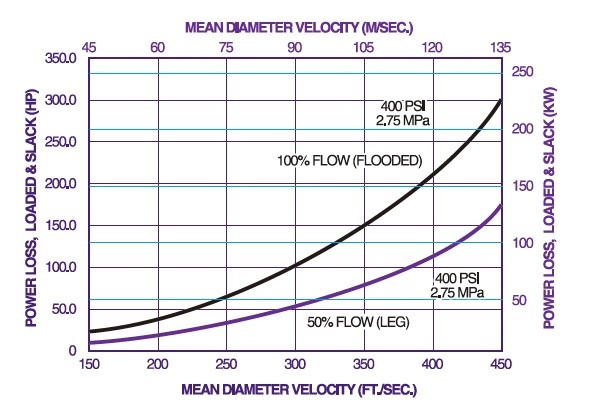
センターピボットのキングスベリー製を含む油槽式軸受やスプレー式の直接潤滑軸受は両方向回転に対応しているのに対し、LEGスラスト軸受は一方向回転での使用を前提に設計している(軸受速度によっては正回転の許容荷重の約60%で逆回転運転にも対応)。しかし、オフセットピボットを用いて正回転一方向の用途に特化したLEGスラスト軸受は、撹拌抵抗が極めて小さくパッド温度を低く抑えることが可能なことなどから、特に高速回転向けの用途で高い優位性を示す(図4)。
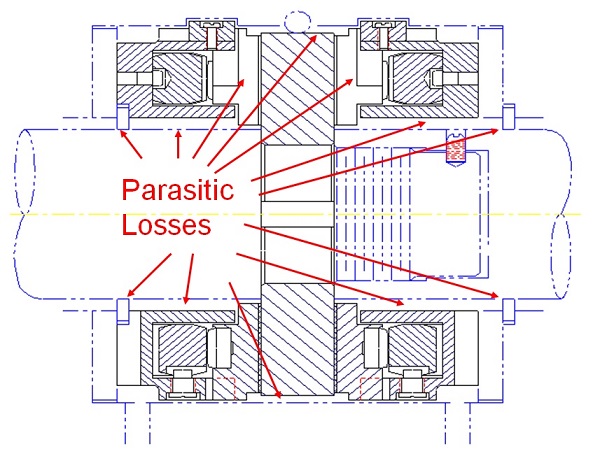
図4に示すように、周速が上がるにつれて、油槽式軸受ではスラストカラーとパッド間の油膜部分から生じる機械的ロス(Film Shear)に、撹拌抵抗など荷重支持に必要のない機械的ロス(Parasitic Loss、図5参照)が加わり、損失馬力が大きくなる。これに対して機械的ロスが荷重支持に必要なFilm Shear のみとなるLEGスラスト軸受は、高速回転時の損失馬力が小さい。直接潤滑方式のメリットは、油膜とは関係のない無駄な機械的ロスといえるParasitic Lossを大幅に減らせることである。
コンプレッサなど両方向回転が必要で周速が高くないアプリケーションでは油槽式軸受を選定し、高速・省エネの装置ではLEGスラスト軸受を選定するというアプローチも必要とされる。これは、周速が速い用途では前述のParasitic Lossが大きくなるのに対し、周速がさほど早くない用途ではParasitic Lossがさほど大きくないためである。
キングスベリーのLEG式は一方向回転用途に特化しているのに対し、スプレー式はその構造上両方向回転にも対応できるため、3.1節のイコライジング機能に関する説明と同様、回転機メーカーの設計者は両方式のメリットとデメリットを理解した上での軸受選定が必要である。
用途拡大に向けた製品ラインナップの拡充
上述の様々な特徴を有するLEGスラスト軸受のほか、同様の直接潤滑方式であるLEGジャーナル軸受(図6)、直接潤滑方式であるもののLEG式と異なり両方向回転対応のBPGジャーナル軸受、主にポンプ向けのCH自己潤滑軸受ユニットなど多様なラインナップによって、発電所関連のガスタービンや蒸気タービン、ポンプ、コンプレッサ、減速機、掘削機、船舶用タービンなど、キングスベリーの軸受製品は広範囲に適用されている。

さらなる用途拡大にあたっては、面圧を上げたい、同じサイズで性能を高めたい、同じ性能でコンパクト化を図りたいといった各種のユーザーニーズに対応する必要があるが、パッド表面の標準材質となるホワイトメタルの温度上限(120℃前後)によって、軸受の運転温度条件が制約されてしまう。そのため、使用条件に応じて、Vespel®(デュポン社製ポリイミド樹脂)など耐熱性の高いスーパーエンジニアリングプラスチックを表面に用いたパッド(図7)や、耐食性の高いステンレス製のパッドなど、ユーザーのカスタマイズの要求に対応している。

今後の展開
キングスベリーは創業100年以上の老舗企業ながら、技術開発を怠ることなく、回転機械の性能向上につながる軸受の開発を日々継続している。木村洋行では引き続き、キングスベリーの軸受が、高速回転条件で使用できるなど、各種の運転条件に対応できる軸受であることをアピールしていく。
木村洋行ではキングスベリーからの技術支援も得ながら、サービス面においても長年にわたり綿密なサポートを行っている。キングスベリーでは面圧、周速、シャフト径といった運転条件に基づく軸受性能の計算データを蓄積し、木村洋行を通じてユーザーに提供しているが、キングスベリー社内の豊富な設備による実験・検証によって計算プログラムをアップデートしており、実際の運転結果に近い、精度の高い計算データを提供できるようになっている。
木村洋行では引き続き、高速条件対応などの高性能の油膜軸受製品を紹介するとともに、より良いサービスを提供していくことで、回転機械メーカーの製品開発に貢献していく考えだ。